近年来折弯机在各行业中得到普遍的使用,折弯机的加工范围也日益扩大。但对于折弯力的计算,尚未有较系统的论述。本文我们将从折弯力的原始计算公式入手为大家详细解读折弯力的计算。
折弯机折弯力计算

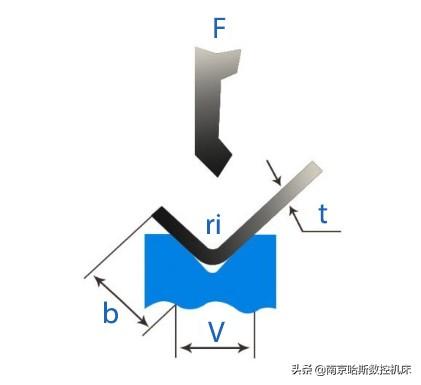
折弯力计算公式
F:折弯压力,单位 N
Rm :材料抗拉强度, 单位 N/mm2(单位面积承受的公斤力)
t:材料厚度,指所要折弯的板材的厚度。 单位mm
V:下模具开口,单位mm
L:材料折弯长度,单位mm
常用材料抗拉强度:抗拉强度(tensile strength)是金属由均匀塑性形变向局部集中塑性变形过渡的临界值,也是金属在静拉伸条件下的最大承载能力。抗拉强度即表征材料最大均匀塑性变形的抗力,拉伸试样在承受最大拉应力之前,变形是均匀一致的,但超出之后,金属开始出现缩颈现象,即产生集中变形;对于没有(或很小)均匀塑性变形的脆性材料,它反映了材料的断裂抗力。又可以理解为:即当钢材屈服到一定程度后,由于内部晶粒重新排列,其抵抗变形能力又重新提高,此时变形虽然发展很快,但却只能随着应力的提高而提高,直至应力达最大值。此后,钢材抵抗变形的能力明显降低,并在最薄弱处发生较大的塑性变形,此处试件截面迅速缩小,出现颈缩现象,直至断裂破坏。钢材受拉断裂前的最大应力值称为强度极限或抗拉强度。符号为Rm(GB/T 228-1987旧国标规定抗拉强度符号为σb),单位为MPa(备注:N/mm2=MPa)。
铝AL :200-300 N/mm2
Q235:370-500 N/mm2 (低碳钢MS, 通常取450 N/mm2 )
Q345B:450-630 N/mm2(碳素合金钢)
不锈钢SS:650-700 N/mm2
下模具开口选择规则:下模具开口即折弯机模具下模槽口宽度,一般与材料厚度有关,根据市场要求总结的数据,板厚t:0~3mm的板材,折弯机下模槽口宽度V=板厚t*6,精密折弯可放窄至4倍板料厚度;3~10mm板材,折弯机下模槽口宽度V=板厚t*8;10mm以上的板材,下模槽口宽度V=板厚*12,具体如下表所示。

下模具开口选择规则
允许最小折弯边长:在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布,这个圆弧所在位置是板料的材料力学中性线,这就是用来计算展开长度的线。它不可能超过板厚的几何形状的1/2处。

允许最小折弯边长
实例计算材质:Q345B,材料厚度:20mm,折弯长度:7500mm。
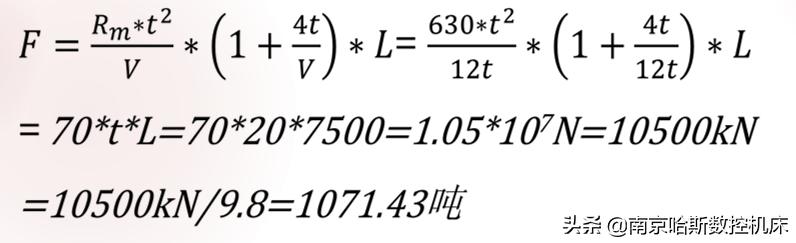
实例计算
常用简化公式在实际生产中,大多数折弯材料是低碳钢(420Mpa),厚度在3-8mm,所以我们可以将公式简化成以下公式:

常用简化公式
经过简化,t取以mm为单位的数值,L取以m为单位的数值即可,得出的结果是以吨为单位。
例如折2.8mm厚低碳钢板,长度是2.5m,计算需要多少吨位?
F=8*2.8*2.5=56吨
注:以上公式只适用于初略估算
自由折弯的折弯压力对照表本表格中的数据是在90°折弯,材料抗拉强度Rm=420MPa,折弯长度为1m基础上计算的结果。
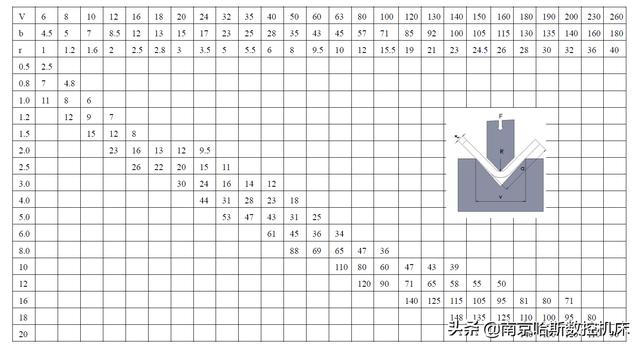
折弯压力对照表
,