#广告
文/刘丽莉,李丽芳,郭杰·上汽通用汽车有限公司
为实现分片式前翼子板无新增投资,继续采用一模出左右件的方案,本课题通过有限元虚拟仿真和工艺排布分析对该方案进行了研究。首先通过有限元虚拟仿真确定本课题的板料形状为双梯形料;其次通过工艺排布分析确定本课题的前翼子板需5 序完成。研究表明,通过优化板料形状以及工艺排布可以实现一模出左右件的方案,无需针对分出来的小件单独制作模具。
在新能源汽车日渐成为主流的时代,某车企作为传统汽车领域的巨头,其推出的首款豪华中大型纯电SUV 采用了家族风格明显的外观设计,从前脸到车身再到尾部的设计都很注重细节,整体造型显得别具一格。
一辆白车身约有300 个冲压零件,该车企选择了难度大且附加值高的大型外覆盖件作为厂内生产的冲压件,包括左右侧围内外板、前翼子板、车顶、前盖内外板、后盖内外板、左右前门内外板、左右后门内外板、仪表板、前地板、后地板中、后地板后、电池盒,其他的冲压零件外包。相较传统的燃油车,该纯电SUV 多处创新对厂内的冲压提出了挑战:如侧围外板分为两片式、车门门把手翻边设计、自制电池盒、左前翼子板分为两片式等等,均为该车企厂内冲压的首次应用。本课题主要对分片式的左前翼子板的冲压工艺进行研究。传统的燃油车加油口大多设计在左侧围外板或右侧围外板上,对前翼子板无影响,左右前翼子板均为一片式设计,见图1。纯电动汽车在设计上取消了加油口,增加了充电口。多数的纯电动汽车充电口设计在左前翼子板或右前翼子板轮罩上部空间较大的区域,且充电口相对较小,只需在前翼子板上直接开出充电孔,左右前翼子板仍为一片式设计,见图2。本课题的纯电SUV,充电口设计在左前翼子板狗腿上部较小的空间,且充电口相对较大,左前翼子板被分为两片:左前翼子板上片、左前翼子板下片,见图3。
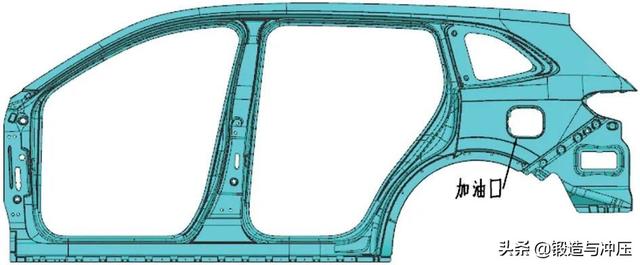
图1 加油口在侧围外板(一片式)上

图2 充电口在前翼子板(一片式)上

图3 充电口在前翼子板(两片式)上
2016 年陈世涛通过对一片式前翼子板合理排布各序冲压工艺,并采用旋转斜楔实现了翼子板4 序生产。2020 年李昂等人通过压缩工序内容,将传统一片式前翼子板的工序数从5 序压缩到4 序。同年,程岩通过更改产品、优化工艺、优化结构,将带充电口的一片式前翼子板的工序数从6 序压缩到5 序。同年,何磊通过将大量CAE 分析数据和实际工艺设计经验相结合,总结归纳出一片式前翼子板冲压工艺方案设计要素及注意事项。2021 年沈云啸等人对长前鸟嘴的一片式前翼子板进行了分析,认为在冲压成形过程中容易失稳导致扭曲回弹,可通过工艺面补偿和模具结构优化提升合格率。
前3 项研究主要是通过优化产品、优化工艺和优化结构的方式压缩前翼子板的工序数。第4 项和第5项主要是分享了一些冲压工艺设计过程中的注意事项。以上研究都是基于一片式的前翼子板。本文基于上述研究,通过有限元虚拟仿真和工艺排布对分片式的前翼子板进行了分析研究,实现了无新增投资,继续采用一模出左前翼子板上片、左前翼子板下片和右前翼子板3 个零件的方案。
前翼子板的特点本课题的纯电SUV 的左、右前翼子板的造型如图4 所示,正如以上所述,左前翼子板因充电口的原因被分为上、下2 片,右前翼子板仍为一片式。除此以外,左、右前翼子板还有一些共同的特点。首先,前鸟嘴为长鸟嘴结构,依据以往的经验,4 序可实现当前的结构,但此处的模具结构相对较弱;其次,前鸟嘴下探,在冲压方向下几乎与狗腿等高,导致零件的整体深度很大,工艺设计当中压料面的起伏将会很大,见图5;再次,后鸟嘴与前门匹配面的距离太小,仅30mm,依据以往的经验,此距离至少70mm,才可实现4 序工艺,见图6。以上几个特点均对传统的前翼子板工艺提出了挑战。

图4 左、右前翼子板

图5 冲压方向下的前翼子板

图6 后鸟嘴与前门匹配面的距离
有限元虚拟仿真有限元虚拟仿真的模型建立
采用Autofrom 进行设置和计算,材料模型为CR3,弹性模量为207GPa,泊松比为0.33,材料密度为7.8g/cm3,抗拉强度为300MPa,屈服强度为168MPa,r0=1.65,r45=1.65,r90=1.65。基于本课题前翼子板的以上特点,本次模型在研究阶段使用了2种板料形状:一种为传统前翼子板常用的板料形状,即左前翼子板上片、左前翼子板下片和右前翼子板合成的异形料,见图7,需要落料模具;另一种为左、右前翼子板各自为单独的板料,即左前翼子板上片与左前翼子板下片使用一片料,右前翼子板单独使用一片料,但左、右前翼子板合模,不增加模具,为避免使用落料模具,选用了梯形料,见图8。

图7 异形料

图8 梯形料
按照确定冲压方向、构建压料面、设计补充面等常规建模流程完成模型的建立。由图9 可以看出,异形料所对应的压边面为双曲形状,前鸟嘴区域下探的深度比较大;由图10 可以看出,梯形料所对应的压边面接近单曲形状。

图9 异形料的压边面

图10 梯形料的压边面
有限元虚拟仿真的结果分析
仿真分析结束之后,通过对比以下3 个指标来确定本课题的前翼子板最终使用的工艺方案。
首先,对比2 种板料形状在有限元虚拟仿真过程中的闭合状态。异形料在闭合过程中前盖区域有明显的波纹,对于外板零件来说,闭合过程不良,见图11;梯形料在闭合的整个过程中无明显波纹(图12),满足外板零件的闭合要求。

图11 异形料的闭合过程

图12 梯形料的闭合过程
其次,对比2 种板料形状有限元虚拟仿真的最终成形结果。2 种板料的各项成形指标:成形极限图、减薄、起皱、滑移线、冲击线等均满足外板零件的标准,都为可接受状态。异形料的成形极限图见图13,梯形料的成形极限图见图14。

图13 异形料的成形极限图

图14 梯形料的成形极限图
最后,还对比了2 种板料形状的一些其他指标。异形料和梯形料的取放件均满足厂内冲压生产线的要求;梯形料虽为2 片料,但相对于异形料并无新增模具;异形料的材料利用率为44%,而梯形料的材料利用率为46%;异形料需增加落料模具,而梯形料无需落料模具;2 片料的梯形料比一片料的异形料更易于调试维修等等。综合考虑以上多个分析结果,在保证零件质量的前提下,采用节约成本的梯形料。
工艺排布分析工艺排布
将左翼子板分为上、下两片并不影响工序数,仍可使用4 序实现。但后鸟嘴与前门匹配面的距离仅为30mm。如果将包后鸟嘴的斜楔与侧整前门匹配面的斜楔放在同一工序,2 个斜楔就会干涉,见图15。依据以往经验,该距离至少70mm 才可实现在同一序使用这2 个斜楔,但因设计所限,产品无法更改,需将这2 个斜楔分别放在2 序当中,本课题的前翼子板需要增加1 副模具,5 序实现,分别是:第1 序为拉延,第2 序为修边冲孔侧修边,第3 序为翻边整形侧整形,第4 序为侧整形,第5 序为修边冲孔侧冲孔侧整形,见图16(左前翼子板与右前翼子板除分片处的工艺有所区别,其他区域的工艺排布均一样,图片仅展示左前翼子板的工艺排布)。

图15 斜楔干涉

图16 工艺排布
设备通过性
本课题的前翼子板工艺是在自动化生产线上实现的,为方便零件在工序间传递,需合理布置吸盘的位置。相对于传统的翼子板,本课题的前翼子板新增了一个零件,但无需对吸盘的位置做特殊处理,采用常规的吸盘位置即可,即左、右前翼子板各布置4 个直径100mm 的吸盘,其中左前翼子板上片有3 个吸盘,左前翼子板下片有1 个吸盘,右前翼子板有4 个吸盘,见图17。

图17 吸盘位置
另外,本课题的前翼子板由传统的2 个零件改为目前的3 个零件,需在冲压生产线的线末新增1 名收料员,检查并收取左前翼子板下片零件。综上所述,厂内的冲压生产线满足本课题前翼子板的生产,设备通过性是可行的。
现场实际零件本课题的前翼子板现场实物零件见图18,已量产,各种检测指标都满足,并无明显的质量问题。

图18 现场零件
结束语本课题以某纯电SUV 的分片式前翼子板为研究对象,首先结合有限元虚拟仿真的多个分析结果确定该板料形状为双梯形料;其次基于该前翼子板的特点,通过工艺排布分析确定该前翼子板需5 序完成且厂内设备通过性可行。结果表明,通过优化板料形状以及工艺排布仍然可以实现一模出左、右前翼子板的方案,无需针对分出来的小件单独制作模具,且相对于传统前翼子板的工艺方案,节约了1副落料模具。
作者简介

刘丽莉
冲压智能开发工程师,主要从事冲压智能制造技术开发及冲压同步工程相关工作,主导完成多项冲压整车项目,拥有多项专利。
—文章选自:《锻造与冲压》2022年第10期