精益生产管理

5S即整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE),又被称为“五常法则”。因日语的罗马拼音均以"S"开头,所以简称5S(注:日语分别为せいり、せいとん、せいそう、せいけつ、しつけ)。
▌二、5S管理的起源与发展5S来源于日本的一种家庭模式,针对地、物提出了整理、整顿的概念。日本企业将其引进内部管理运作,逐渐增加其余3个S,形成了如今的5S。
5S管理是指在生产现场中对人员、机器、材料、方法等生产要素进行有效的管理,这是日本企业独特的一种管理办法。1955年,日本的5S的宣传口号为“安全始于整理,终于整理整顿”。当时只推行了前两个S,其目的仅为了确保作业空间的充足和安全。到了1986年,日本的5S的著作逐渐问世,从而对整个现场管理模式起到了冲击的作用,并由此掀起了5S的热潮。
日本式企业将5S运动作为管理工作的基础,推行各种品质的管理手法,第二次世界大战后,产品品质得以迅速地提升,奠定了经济大国的地位,而在丰田公司的倡导推行下,5S对于塑造企业的形象、降低成本、准时交货、安全生产、高度的标准化、创造令人心旷神怡的工作场所、现场改善等方面发挥了巨大作用,逐渐被各国的管理界所认识。随着世界经济的发展,5S已经成为工厂管理的一股新潮流。5S广泛应用于制造业、服务业等改善现场环境的质量和员工的思维方法,使企业能有效地迈向全面质量管理,主要是针对制造业在生产现场,对材料、设备、人员等生产要素开展相应活动。
在国内,有些公司在此5S基础上又加入安全(SAFETY),节约(SAVING),形成6S,7S;甚至再加入效率(SPEED),服务(SERVICE),坚持(SHIKOKU),形成8S,9S,10S,最多达到12S。但是万变不离其宗,都是从“5S”里衍生出来的,例如在整理中要求清除无用的东西或物品,这在某些意义上来说,就能涉及到节约和安全,具体一点例如横在安全通道中无用的垃圾,这就是安全应该关注的内容。

定义:将工作场所任何东西区分为有必要的与不必要的;把必要的东西与不必要的东西明确地、严格地区分开来;不必要的东西要尽快处理掉。
目的:腾出空间,空间活用 ,防止误用、误送 ,塑造清爽的工作场所。
5S管理之整顿(SEITON)定义:对整理之后留在现场的必要的物品分门别类放置,排列整齐。明确数量,并进行有效地标识。
目的:工作场所一目了然;整整齐齐的工作环境;消除找寻物品的时间;消除过多的积压物品 。
5S管理之清扫(SEISO)定义:将工作场所清扫干净。保持工作场所干净、亮丽的环境。
目的:消除赃污,保持职场内干干净净、明明亮亮,稳定品质,减少工业伤害 。
5S管理之清洁(SEIKETSU)定义:将上面的3S实施的做法制度化、规范化,并贯彻执行及维持结果。
目的:维持上面3S的成果。
5S管理之素养(SHITSUKE)定义:通过晨会等手段,提高全员文明礼貌水准。培养每位成员养成良好的习惯,并遵守规则做事。开展5S容易,但长时间的维持必须靠素养的提升。
目的:培养具有好习惯、遵守规则的员工;提高员工文明礼貌水准;营造团体精神 。

定义:所谓“整理”是将活动主体作一番清理,主要在于区分需要与不需要,然后将不需要的东西予以处置。
目的:分清要与不要物,使条理分明;处置不要物,空间活用;找出发生根源,防止再发。
对象:工作场所中的所有物品,如材料及半成品、工位器具、加工设备、工具等。
推进步骤:
第一步:现场检查(对工作场所进行全面性检查)
※对所有的场所进行检查,如车间、办公区、通道、卫生间等;
※对场所所有物品进行检查,包括看的见的与看不见的,如文件柜顶部、办公桌底部、机台内部等 ;
※记录检查结果。
第二步:定点摄影 (摄影作战)
※ 在同一地点、同一方向、不同时间点将工厂不符合5S原则之处的、看不见的地方拍摄下来,并在大家都看得见的地方展示出来。
※利用面子文化,把好的不好的公布,激发改善意愿;
第三步:制定要与不要的判定标准
※注意区分 主观的想要 ≠ 客观的需要

第四步:制定“场所”的基准
※ 根据物品使用频率,决定存放区域

第五步:建立审查制度
※ 建立审查制度
按物品价值决定审查级别;
一级审查,价值低于500元的,直接处理;
二级审查,价值大于500元的,让主管审查,看其他单位是否可用,如无用则处理。
第六步:红牌作战
※成立红牌作战小组,将企业内需整理的地方,尚需改善的问题点用红牌标贴出来,促进改善。

红牌作战要点:
不要让现场的人自己贴;
不要贴在人身上;
理直气壮地贴,不要顾及面子;
红牌要挂在引人注目处;
有犹豫的时候,请贴上红牌;
挂红牌要集中,时间跨度不可太长;
可将改善前后的对比摄下来,作为经验和成果向大家展示
挂红牌的对象可以是:设备、搬运车、踏板、工夹具、刀具、桌椅、资料、模具、备品、材料、产品、空间等。
第七步:清理非必需品
※将非必需品集中放置在专门的区域,贴上红牌;根据审查权限,进行判定;
※设定判定期限,避免5S整理活动拖延;
※对于暂时无法判定的物品,找专门区域临时存放,根据期限再次判定;
※ 对判定有用的物品,要及时去除红牌,撤出该区域,并说明向物品所属部门说明判定理由。
第八步:处理非必需品

第九步:每天例行检查并整理
※现场在不断的变化,需要性也在不断变换,养成每天例行整理的习惯;
※做成现场整理点检表,每天自我点检;发现问题立刻改善。
■5S管理之整顿(SEITON)推进的原则和方法定义:所谓“整顿”是将主体中的要物,依需求量及工作形态需求,正确的放置、标识。
对象: 整理后留下来有用的东西。
原则:易取、易放、易管理、定位、定容、定数量
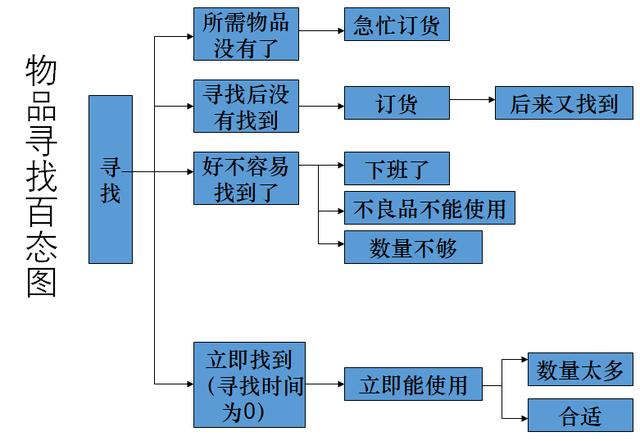
第一步:分析现状
※ 为什么存取物品需要那么多时间?
不知道取的物品叫什么?
不知道要取的东西在哪里?
存放地点太远、地点太分散;
存放地点物品太多,难以找到;
不知道有没有,或目前状态;
对物品名称、分类、放置情况进行规范化分析,找出问题所在,对症下药。
第二步:物品分类
第三步:决定放置场所,布置工作流程
※ 物品放置场所原则上要100%设定;
※ 先用电脑模拟或沙盘来演练;
※ 一般遵循:综合原则,就近原则,流程化原则,立体原则,安全原则,弹性原则等等。
第四步:规定放置方法
※ 以类别形态决定产品放置方法:
按产品类别放置: 将某个型号产品零件归类放置;
按产品机能放置:将各型号皮带归类放置;
立体放置:充分利用空间;
※ 先进先出;
※ 危险品隔离放置;
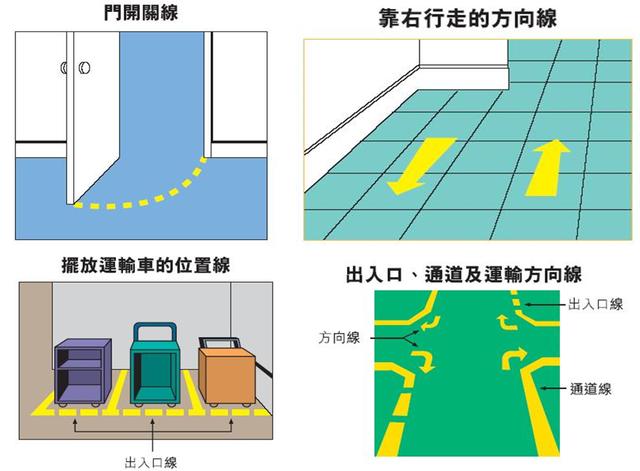
第五步:对现场划线,定位
※ 划线用色带宽度:
主通道 10厘米,次通道或区域线5~7厘米;
人行通道 80厘米以上;
单向车行通道 车最大宽度 60厘米以上;
双向车行通道 两车宽度和 90厘米以上。
※ 常见定位方式:油漆,胶带,瓷砖,栅栏等。
※ 定位基本原则:容易清扫,容易操作,容易检查
第六步:对物品和放置场所进行一对一的标识
※物品和放置场所原则上要一对一标识;
※标识可以采用多种形式,但区域内要统一;
标识板
标识线(涂漆)
5S地图
颜色策略
形迹策略
大的区域平面图
方法一 常近少远
常近少远,依使用频率来决定放置场所和位置。
清楚什么物品,在哪里、有多少。
在需要的时候能立即找到需要的物品。
方法二 划线定位,规定区域

方法三 调整位置,单向流动
按工序顺序流动
关键工序先行
避免往复迂回运输
先进先出
方法四 四定法
定置:箱、柜、框、桌、椅位置不动
定位:周转箱车、工件、材料位置固定
定量:不多不少、按规定数量盛放
定点:货架上、箱柜内物品定点放置
方法五 形迹管理
形迹管理,取之明白,归之了然。
按原物的大小形状画出,取之可知,归可就位。
将周转箱位置画出,使“出”与“入”位置 一目了然
清扫用具吊挂架,用完后容易复位。

方法六 四号定位 五五码放
库存物资按库、架、层、位或区、场、堆、点四位编号;
物资摆放尽可能做到五五成方、五五成堆;
带孔的五五成串,带腿的五五成捆。
取用时可按编号找寻,过目知数。
方法七 色彩管理 直观透明
主 通 道:暗红色
废 品 区:大红色
运输设施:桔黄色
起重设施:黄黑相间
自来水管:黑色色环
煤气管道:中黄色环
蒸气管道:大红色环
暖气管道:银灰色环
方法八 愚巧化 (防呆法,放错法)
愚巧法:又称防呆法,防错法。意即在失误发生前即加以防止的方法。它是一种在作业过程中采用自动作用(动作,不动作),报警,提醒(标识,分类)等手段,使作业人员不特别注意或不需注意也不会失误的方法。

方法九 看板管理
目的:让所有人一看就知道怎样做;发现问题,解决问题;
公示类:岗位职责、人员配置、安全规程
作业类:工艺流程、交货期限、生产进程
设备类:平面布置、点检要求、维修计划
品质类:质量统计、不良处理、成品等级
事务类:去向显示、通知通告、文体娱乐

方法十 运输省力化
垂直、斜坡
滑轮、轨道
悬挂、集装
输送带
弹簧、重力作用等
整顿重点:
1 . 尽量减少操作工具的种类和数量
避免因调整或装卸而另用工具;利用转动螺丝帽,以避免换用工具;将螺丝通用化,以便使用同一工具。
2.常用工具放置于作业场所最接近的地方
避免放置于必须步行或弯腰的地方;按照操作频繁程度顺序放在靠近的地方 。
3. 不但易取,还要易放回原来的位置
以影印图,颜色,记号,标志。
整顿三要素:
放置场所
◇物品的放置场所原则上要100%设定
◇物品的保管要 定点、定容、定量
◇生产线附近只能放真正需要的物品
放置方法
◇易取
◇不超出所规定的范围
◇在放置方法上多下工夫
标识方法
◇放置场所和物品原则上一对一标识
◇现物的标识和放置场所的标识
◇某些标识方法全公司要统一
◇在标识方法上多下工夫
■5S管理之清扫(SEISO)推进的原则和方法定义: “清扫”是将活动范围彻底的扫除干净,逐一检查,找出问题发生源头。是规格化的清除工作。
对象:工作场所的“脏、乱、差、污”。
目的:减少工业伤害,维护安全生产。减少脏污对产品的影响,提高产品质量。保持亮丽清新工作环境,令人心情舒畅。
第一步:员工培训,明白清扫目的
※清扫不单单是打扫卫生,是清除:
黑:垃圾、灰尘、粉尘、纸屑、蜘蛛网等;
漏:漏水、漏气、漏油等;
怪:异常的声音、温度、振动等。
※安全教育、设备保养教育、设备构造的知识。
第二步:制定清扫规则和方法,区域划分,责任制
※ 谁去清扫、清扫哪里、用什么工具、用什么方法、什么时候清扫、判定准则等;
※ 5S区域图
第三步:清扫工作场所一切黑、漏、怪
※全员参与,不能由清洁工代替;
※看的见的,看不见的都要清扫,不留死角;
※ 注意确认是否有“漏”有“怪”;
※ 用清扫点检表进行确认。
第四步:寻找和清楚源头
每天不停地在做清扫,灰尘、油啧等垃圾每天不停地产生,要彻底解决问题,必须查明污染的源头,研究改善的措施,杜绝污染源。

第五步:整修发现的问题

定义:维持以上整理、整顿、清扫的结果,使之制度化、程序化。
对象:工作区域的人与物。
目的:维持巩固前3S的效果;养成持久有效的清洁习惯;使异常现象能立即消除。
清洁要点:
1、落实前面的3S工作;
2、目视化管理与制订5S实施办法;
3、制订奖惩制度,加强执行;
4、公司及部门领导带头巡察,带动全员重视5S活动。
警示:5S活动一旦开始,就不可在中途变得含糊不清。如果不能贯彻到底,又会形成另外一个污点,而这个污点也会造成公司内保守而僵化的气氛。要打破这种保守、僵化的现象,唯有花费更长的时间来改正。
目视化的改善措施:
让正常与异常能立即显现,任何人一看就知道应该如何做;
车间内物品堆放高度应在视力可及范围内;
保持光线与照明的充足;
减低噪音;
保持通风和换气。
标准化:有物必分类;有类必定区;有区必挂牌。
检查与考核:
自检与互检相结合
定期与不定期相结合
定点与巡检相结合
制定5S实施规程
定期5S活动:
5分钟5S——每天
10分钟5S——每周
30分钟5S——每月
做好各种检查记录

含义:对于规定了的事情,大家都按要求去执行,并养成一种习惯。
目的:让员工遵守规章制度;培养良好素质习惯的人才;铸造团队精神。
对象:全体员工。
方法:基本的礼仪行为规范培训;制定应共同遵守的规则规定;规定统一的服饰和标识识别系统;开展丰富多彩的文体活动;培养团队协作精神。
—— END ——
版权申明:精益争霸尊重版权并感谢每一位作者的辛苦付出与创作;如文章视频、图片等涉及版权请第一时间联系,我们将根据提供的证明材料确认版权并立即删除!
,




