在设计弯曲模时,必须选择适当的凸、凹模间隙值。这是因为间隙的大小,对制品弯曲质量影响很大。
间隙过小,则弯曲力增大,且制品表面受挤压而擦伤;
间隙过大,则材料产生回弹,降低制品弯曲精度。
弯曲模间隙确定方法是:
1.V形零件弯曲模
如图2-45、246所示的V形简易弯曲模为无导向简单弯曲模。

在设计时不需要确定间隙,只是在制造时,将凸、凹模按设计图样加工,在调试、试冲或使用时,根据制件厚度情况通过压力机闭合高度调整来控制间隙。
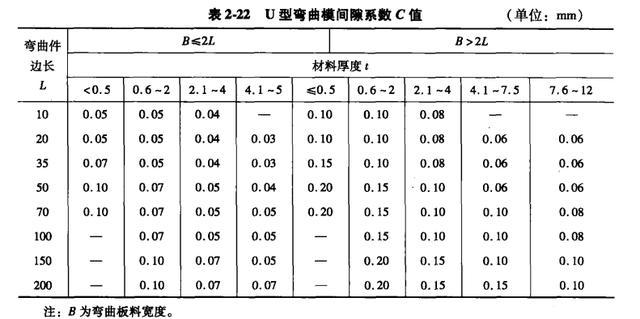
2.U形零件弯曲模
U形弯曲凸、凹模单边间隙值,一般可按下式来计算:
z=t ⊿ Ct
式中z——凸、凹模单边间隙(mm) ;
t——弯曲板料厚度(mm) ;
⊿——板料厚度的正偏差值(mm) ;
C——系数。系数C值见表2-22。
间隙选取方向系根据零件质量而定。如制品零件外形尺寸要求准确,则间隙取在减小凸模方向上;若制品零件内形尺寸要求准确,则间隙取在加大凹模方向上。
实际生产中,为了简便起见,凸、凹模间隙可与板料厚度相等,即
当t<1.5mm时z = t
当t≥1.5mm时z=t ⊿
式中 z——单面间隙( mm);
t——板料厚度( mm) ;
⊿——-板料厚度上最大偏差尺寸( mm)。
当制品的精度要求较高时,其凸、凹模间隙值应适当缩小,往往把间隙值取得比板料厚小0.02~0.06mm,这样可以得到满意的弯曲效果。
但过小的间隙值,又容易划破制品零件的表面和使模具寿命降低。
对于本文有不了解 不明白的地方,欢迎在下方评论区探讨! 将会第一时间进行解答。
想了解更多模具知识或相关软件下载的可关注下方公众号






