本文介绍了抛光的原理和方法,以及常用抛光工艺的操作要领。 通过正确应用抛光轮、抛光剂、磨料粒度和抛光速度,使零件的加工表面达到光亮如镜的要求。
1
前言
抛光是机械加工中对零件进行精加工的过程,可使零件表面光亮如镜。各种模具、装饰件和外观要求高的零件电镀前必须抛光。抛光过程分为三个阶段:粗抛光、中抛光和精抛光。粗铸,一般预先用粘合剂粘合抛光轮磨料,因为磨棒非常牢固,所以抛光过程类似于使用砂轮、砂带和砂布叶轮,如相同的精加工加工;在中精加工中,将抛光剂涂在软抛光轮上,然后将工件压在高速旋转的抛光轮上进行抛光加工。
2
抛光原理
抛光的基本原理是通过弹性抛光轮粘结或涂有磨料,在高速旋转的条件下,对工件进行软磨削。抛光可分为以下三类。

不知镜面抛光加工的操作方法,看看本文就知道啦
(1) 固定磨具抛光是用胶水粘合的固定磨粒进行抛光(见图1)。由于磨粒与软质抛光轮表面结合牢固,故切削力大,其原理与磨削相似。抛光时,抛光轮旋转方向与工件进给方向相同,可获得非常光亮的表面。如果方向相反,则在抛光轮与工件接触时,磨粒产生较大的切削力,使工件表面产生划痕,比较粗糙。
不知镜面抛光加工的操作方法,看看本文就知道啦
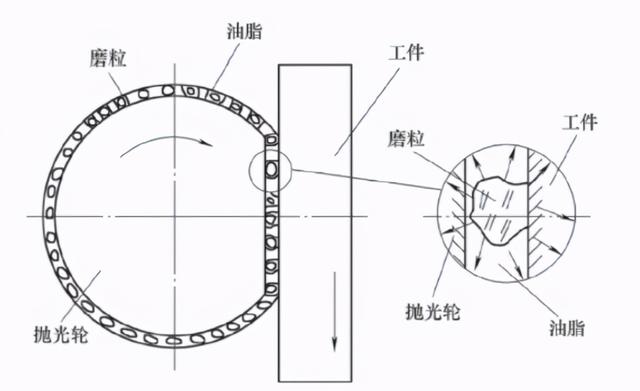
(2) 粘附磨料抛光采用附有油脂的磨料抛光轮(见图2)。 在力的作用下,磨粒可以在油脂中缓慢滚动,使磨粒的所有切削刃都有机会参与工作,使抛光轮保持长期工作能力。 同时,在摩擦热和加工压力的作用下,抛光剂中的脂肪酸等介质与金属表面发生反应,生成易于去除的化合物,从而加快抛光效率。
(3)液中抛光 抛光轮一般由均质材料和脱脂木材或特殊细毡制成,这两种材料都是高浸泡材料,在抛光过程中可以含有大量浸泡抛光液进行加工。其原理是通过四个阶段的抛光过程,即自由抛光阶段、马赛克抛光阶段、饱和钝化抛光阶段和“壳膜”抛光阶段来完成。在使用细毛毡抛光轮时,由于毛毡柔软、均匀、弹性和浸入性更大,整个抛光时间更短,只有马赛克、饱和钝化和“壳膜”三个抛光阶段。
3
抛光轮材质
常用的抛光轮体材料,有棉、麻、毛毡、皮革、硬壳纸、软木和毛织物等软质材料。粗抛时需要较大的抛光力,以提高工作效率。可以使用帆布、毛毡、硬壳纸、软木、皮革和大麻等硬质抛光轮材料。抛光轮材料如棉布、毛毡等柔软性好、与抛光剂保持性好的抛光轮材料用于中、精抛光。抛光轮材料在生产前也需要进行加工,加工的目的是增加刚性,提高抛光能力,强化纤维,延长使用寿命,增加柔软度,增强“复制”能力,提高抛光保持力,润滑性和耐火性。处理方法包括漂白、上浆、蜡处理、树脂处理和化学处理。可以通过改变抛光轮的缝合方式和网纹间隔来调节抛光轮的弹性和刚度。涡旋缝合线制造和使用方便,应用广泛。此外,还有同心圆、棋盘格和放射状缝合线。如果抛光轮的缝合方式相同,缝合间隔大,则抛光轮的弹性大,反之,弹性小,刚性大。
4
抛光剂的选择
抛光剂由粉状抛光材料与油脂介质和其他合适的成分均匀混合而成。根据其在常温下的状态,可分为固体抛光剂和液体抛光剂。根据介质的成分或性质,固体抛光剂可分为油脂性和非油脂性两种。根据介质的成分或性质,液体抛光剂可分为不透明型、液体油脂型和非油脂型3种。但比较常用的是固体抛光剂。
固体油脂抛光剂包括赛扎尔抛光膏(熔融氧化铝),用于碳钢、不锈钢和有色金属的粗铸;金刚砂膏(刚玉、金刚砂),用于碳钢、不锈钢粗抛和抛抛;黄色抛光膏(板状硅藻石),用于铸铁、黄铜、铝、锌的铸造;氧化铁棒,用于铜、黄铜、铝和镀铜表面的重精铸;白色抛光膏(烤白云石),用于铜、黄铜、铝、铜和镍镀层表面的精细抛光;用于精加工不锈钢、黄铜和镀铬表面的绿色抛光膏(氧化铬);红色抛光膏(精制氧化铁),用于金、银、铂的精细抛光;塑料上光剂(微晶无水碳酸盐),用于塑料、皮革和象牙的涂饰。
液体抛光剂一般是氧化铬和乳液的混合物。
5
抛光磨料粒度的选择
抛光剂中磨料的粒径大小直接影响抛光后的表面粗糙度和抛光效率。磨料粒度粗,工件表面粗糙度大,加工效率高。磨料粒度细,工件表面粗糙度值小,但加工效率低。当表面粗糙度Ra=1.6~3.2μm时,粒径为F46~F60。当Ra=0.4~0.8μm时,粒径为F100~F180。当Ra=0.1~0.2μm时,粒径为F240~W28。当Ra=0.025~0.05μm时,粒径为W20~W5。当Ra≤0.012μm时,粒径
6
抛光速度和压力的选择
(1)抛光轮圆周速度抛光时,一定压力条件下圆周速度越高,磨粒的切削量越小,有利于降低工件表面粗糙度值,提高抛光效率因此。抛光钢、铸铁、镍铬等硬质材料时,抛光轮速度为30~35m/s;抛光铜、铜合金、银时,抛光轮速度为20~30m/s;抛光铝、铝合金、锌锡等软质材料时,抛光轮的速度为18~25m/s。在实际工作中,在选择抛光轮速度时,要根据具体情况灵活掌握,以达到安全、高效、优质的目的。
(2)工件对抛光轮的压力与抛光效率和工件表面质量密切相关。粗抛,压力比较大,以提高工作效率;精加工时,使用较小的压力,以提高工件的表面质量。一般粗抛压力为10~30Mpa,精抛为5~10Mpa。
7
其他抛光工艺
(1)砂纸(布)抛光 这种方法简单灵活,是传统的工艺方法。可在车床和磨床上手动完成,以进一步降低工件的表面粗糙度,无需其他设备。但砂布的磨料粒度必须根据工件表面粗糙度的要求合理选择。例如,当表面粗糙度Ra=0.1~0.8μm时,砂布的磨料粒度为F150~F240。用于内孔和表面(槽)抛光,现在广泛采用砂布叶轮抛光。该叶轮是用树脂将磨粒粘合在砂布上制成的。叶轮上的砂布呈渐开线分布,非常柔软,密度高,富有弹性。使用时可安装在电动或气动工具上。可根据工件表面要求选用不同直径、粒度的砂布叶轮,非常方便。
(2)液体抛光将磨料和液体悬浮砂液混合,用压缩空气并通过喷嘴高速到达工件表面,进行精加工。这种抛光方法可以在表面粗糙度Ra=0.2μm的基础上快速获得Ra=0.05-0.1μm。主要用于其他方法难以精加工的表面(如气孔、复杂表面和细小的凹槽)。

电解式抛光机

电解式抛光机
(3)电解研磨复合抛光的原理与机电研磨基本相同。抛光时,抛光头接直流电源的负极,工件接正极。其中,电解液由液压泵注入抛光区,抛光头以一定的速度和压力旋转。接通直流电源后,工件表面被电解液溶解,形成钝化膜。很薄的钝化膜的硬度远低于工件材料本身的硬度,很容易被抛光头上的磨料去除。由于该过程仅在0.1s内循环,因此抛光效率高,质量好,成本低。
(4)超声波电火花复合抛光依靠超声波研磨和火花放电对工件表面进行精加工,效率比纯超声波机械抛光高3倍以上。其最大的特点是可以高效抛光小孔、窄槽、缝隙和小精度表面,表面粗糙度Ra可达0.08~0.16μm。
(5) 磁性磨料抛光 如图3所示,将磁性磨料放入磁场中,沿磁力线方向排列成磁刷,当工件进入NS磁极中间时,作相对运动,两磁极磨具工件研磨抛光,工件表面粗糙度值Ra可在8~12s内达到0.2μm。

不知镜面抛光加工的操作方法,看看本文就知道啦
实践证明,抛光是机械加工中应用广泛且日益成熟的表面精加工方法。 它既有传统技术的实践经验,又有现代技术的理论基础。 它操作简单,经济实用。 现阶段开发的许多高效、优良的抛光新工艺,要因地制宜,结合生产条件,在经过工艺试验取得理想效果后,综合推广。
,




